钻孔是在固体材料上加工孔的第一道工序,钻孔的直径一般小于80mm。钻孔有两种方式:一种是钻头旋转;另一种是工件旋转。上述两种钻孔方法产生的误差是不一样的。在钻头旋转的钻孔方法中,当钻头因切削刃不对称和钻头刚性不足而偏斜时,会造成加工孔的中心线偏斜或偏斜。不直,但孔径基本一致;而在工件旋转的钻孔方法中,情况正好相反。钻头的偏差会导致孔径发生变化,孔中心线仍然是直的。
二、铰孔
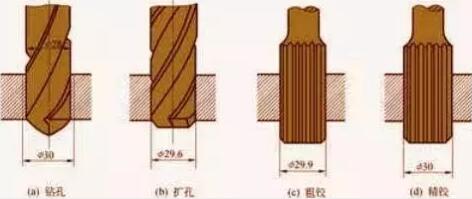
铰孔是孔的精加工方法之一,在生产中应用广泛。对于较小的孔,与内圆磨削和精镗相比,铰孔是一种更经济实用的加工方法。
三、镗孔
镗孔是利用刀具扩大预制孔的加工方法。镗削工作可以在镗床或车床上进行。与钻扩扩孔工艺相比,孔径尺寸不受刀具尺寸限制,镗孔具有较强的纠错能力。可通过多次走刀修正原孔轴线的偏差,使镗孔和定位面保持较高的位置精度。

四、珩磨孔
珩磨是用珩磨头和磨棒(油石)将孔磨光的方法。珩磨时,工件固定,由机床主轴带动珩磨头旋转作往复直线运动。在珩磨过程中,磨棒以一定的压力作用于工件表面,从工件表面去除一层很薄的材料,切削轨迹为十字网。为了使磨粒的轨迹不重复,珩磨头每分钟旋转运动的转数和珩磨头每分钟往复行程的次数应互为质数。
五、拉孔
拉削是一种高生产率的精加工方法,它是在带有专用拉刀的拉床上进行的。拉床分为卧式拉床和立式拉床两种,以卧式拉床最为常见。
拉削时,拉刀只做低速直线运动(主运动)。同时工作的拉刀齿数一般应不少于71个,否则拉刀工作不顺畅,容易在工件表面产生环形波纹。为防止拉刀因拉削力过大而折断,拉刀工作时,同时工作齿数一般不超过6~84个。